Cgmp Sheet Metal Minimum Radius

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

What Does Hose Bend Radius Mean Hose Plumbing Techniques

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

Press Brake Bend Allowance Chart Press Brake Allowance Chart Welding And Fabrication
We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts.
Cgmp sheet metal minimum radius.

Bending Basics Why Do Die Angles Change Metal Working Sheet Metal Work Metal Working Tools

How To Unfold Radius Corners Advanced Sheet Metal Made Easy With Topsolid 7 Sheet Metal Metal Sheet Design Solidworks Tutorial
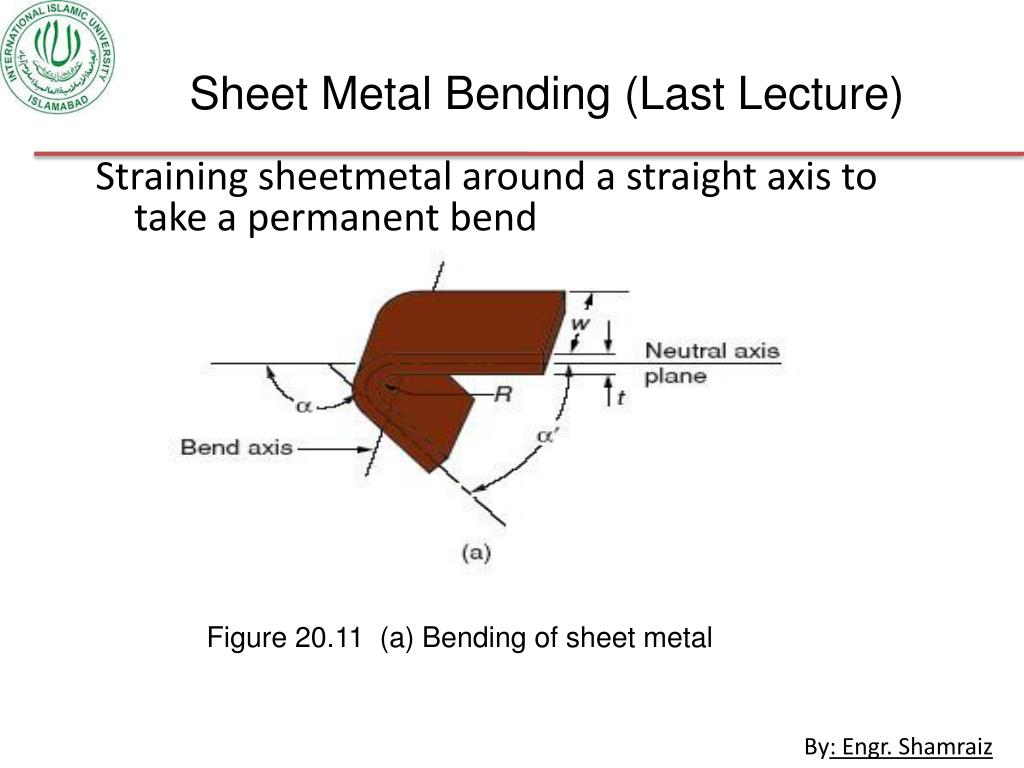
Ppt Mt 284 Manufacturing Processes Powerpoint Presentation Free Download Id 1598684

Press Brake Bending Definitions Press Brake Bend Sheet Metal Tools

Anvil Radius Machining Metal Meet Forums Metal Working Tools Metal Bending Tools English Wheel

Mechanical Engineering Calculators Mechanical Engineering Engineering Engineering Science

Non Gmp Or Gmp Washers And Sterilizers How To Choose Pharmaceutical Engineering

Pin On Welding Fabrication

Introduction Solidworks Sketched Bend Feature Sheet Metal Solidworks Domain Name Service Dns

91630000 Radius Mini Bender Sheet Metal Fabrication Sheet Metal Bender Metal Bending Tools

Autodesk Inventor Sheet Metal Contour Rolls Design Motion Autodesk Inventor Inventor Autodesk

Band Saw Blade Sizes Bandsaw Band Saw Blade Bandsaw Projects

The Hygienic Sanitary Design Of Food And Beverage Processing Equipment Springerlink

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Metal Bending Tools Sheet Metal Tools Metal Bender
Https Www Buncombeschools Org Common Pages Userfile Aspx Fileid 6712385

British Standard Shape Codes Trident Steel Reinforcements Ltd

Laminated Press Brake Idea New Pirate4x4 Com 4x4 And Off Road Forum Metal Bending Tools Press Brake Metal Working Tools

Home Made Workshop Tools Page 10 The Jockey Journal Board Aluminum Sheet Metal Sheet Metal Brake Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
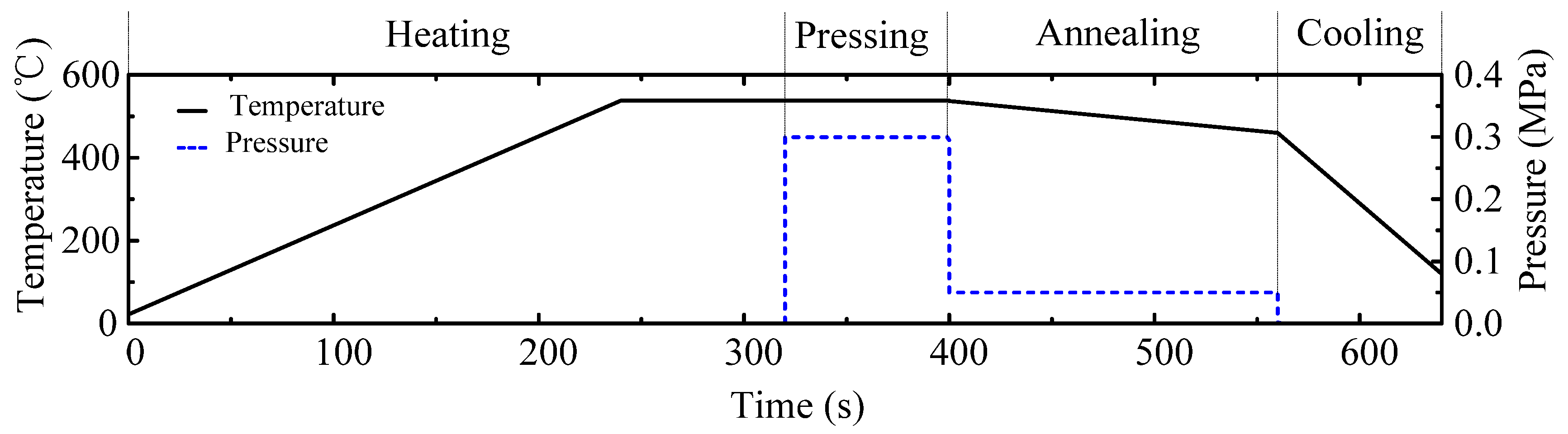
Micromachines Free Full Text Fabricating Microstructures On Glass For Microfluidic Chips By Glass Molding Process Html

Automated Sheet Metal Panel Bending Metal Sheet Design Sheet Metal Fabrication Metal Bending
Https Greenmountainpower Com Wp Content Uploads 2017 01 Gmp Solar With Battery Storage Requirements Pdf
Https Www Dol Gov Olms Regs Compliance Cba Private Cbrp 2426 Pri Pdf

A Riveted Metal Box With Lid Sheet Metal Fabrication Metal Tool Box Metal Projects
Source : pinterest.com
